









24小时服务热线
159-8633-3189
广州市天河区科林路18号6栋301-677房


【公司信息】:
中山市理丹电器有限公司成立于1995年2月,前身是“中山市凯华电子有限公司”,坐落在广东省中山市南区第三工业园,后收购了第三工业区更名为理丹工业园,公司占地面积为三万多平方米,发展至今人员已达到2000多人,主要从事仿古电唱机、组合音响、CD、DVD、 MP3、多功能收音机、收录机等电子产品的研发、制造与销售 ,产品先后通过UL、ETL、GS、SAA、3C、CE、TISI等认证,市场以欧美为主(TESCO,CAREFOUR,IT,BESTBUY,WALMART)覆盖日本、澳洲、东南亚、中东、非洲等地区。
【行业类型】: 电子行业
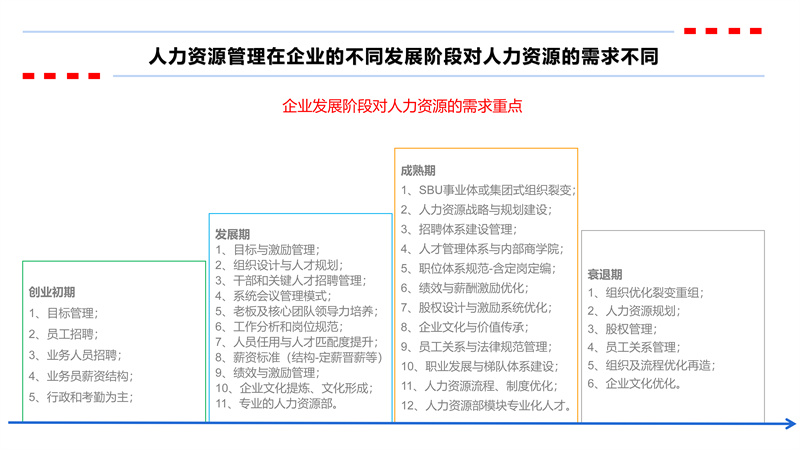
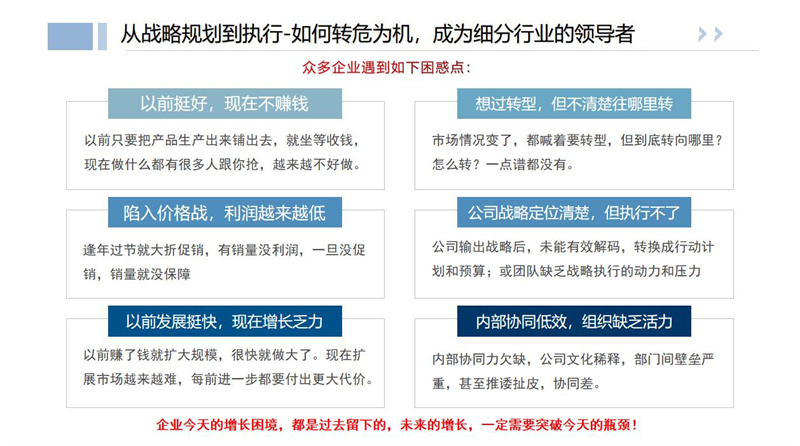
【项目背景】:
【解决策略】:
一、邦有道管理顾问对数据统计,清楚现阶段效率的现状
1、实施前的工作习惯:
经过一期管理实施,生产效率有一定的提升,但提升和程度不高,成为效率的瓶颈,管理人员都认为这是历史最高值,凭经验认为没有其他办法再会使生产效率提升;只知道出不了货,人均小时效率不多高仍不清楚,有没有再改善的方法更不清楚;
2、实施后的做法:
|
针对问题 |
管理实施动作 |
|
人均小时效率不多高仍不清楚 |
经车间统计,人事行政、财务审核,人均小时工资为6.85元/小时; |
|
有没有再改善的方法更不清楚 |
由工艺、全体人员共同参与并提出提升生产效率的合理化提案;2011年10月15日开始形成工艺改良提升效率攻关方案(修正版); 2011年12月15日总结了攻关方案的有效性,针对参与面和激励方案进行补充修正攻关方案,由工程部内部覆盖到车间的人员全体参与。 |
二、对影响效率的原因进行分析
1、实施前的工作习惯:
(1)产品的工艺复杂,工程师在产品设计时没有从简化工艺方面考虑;
(2)加工工序多,工程师、技术员没有从工序合并的手法进行物料的开发与设计;
(3)PE没有制作相关的工装夹治具来辅助员工的操作动作,全靠操作员个人的经验技能来完成;
(4)产品质量频繁发生,ME无作相应的现场改善导致生产效率低下;
2、实施后的做法:
案例一:E-E130唱杆加工改良
|
实施前做法 |
实施后做法 |
|
工艺缺陷点:操作部件很难对位,拿放不方便,每压一个动作时,作业员都需目视对准并扶正才能完成作业,用时40S(简单而言是操作不方便,动作复杂,影响生产效率) 
|
工艺改进方法:增加圆形块定位,部件很容易放入定位槽,而且拿与放很方便,作业的时候只要部件放置上去(减去目视和扶正作业);拉动手柄到位后便能完成作业,作业完成时间15S。 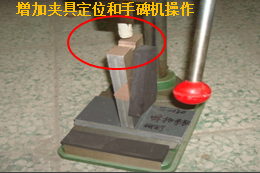
|
|
前后效果: 使用夹具安装后可减少25S,工序效率提升62% |
|
|
案例二:E-51A3贴胶脚的工艺改良 |
|
|
实施前做法 |
实施 后做法 |
|
工艺缺陷点:固定音箱胶脚时,设计上没有预留固定胶脚的标识及定位点,所以贴出来的4个位置胶脚出现不对称,放胶脚定位时胶脚会粘手,操作上非常不方便,用时28S。 
|
工艺改进方法:增加了夹具直接套到音箱面固定避免会移动,且胶脚位置固定防止贴出来的胶脚4个位置不对称,胶脚定位孔固定了直接撕胶脚到定位孔上,共可减少两个动作,用时15S。 
|
|
前后效果: 使用夹具后工时减少了13S,工作效率提升了46%。 |
|
|
案例三:E-6506喇叭板工艺改良 |
|
|
实施前做法 |
实施 后做法 |
|
工艺缺陷点:在加工喇叭时要穿4个螺丝到喇叭板再放喇叭,然后再穿4个垫片及拧4个螺母,最后固定螺母,工序复杂,而且必须要用2人操作。 |
工艺改进方法:在喇叭板上做一个小螺丝引孔,改4个PWA3*12MM螺丝,在操作中直接在将喇叭放在喇叭板上,打螺丝即可。 |
|
前后效果: 更改后可优化将“穿螺丝、螺母、介子”工序去掉,减去操作人员2人,直接提高生产效率! |
|
|
案例四:E-C630天线葫芦片物料改良 |
|
|
实施前做法 |
实施 后做法 |
|
工艺缺陷点:实际操作时,需要在葫芦片上加锡,在将连接线焊上葫芦片上,需要一个人专门焊接,而且也使用了大量的锡线,人员操作很不可控,也容易出现焊接的工艺问题。
|
工艺改进方法:直接改订制带葫芦的线材,而且供应商使用的是机械加工,增加的成本就是锡的成本,我们还可以省下一个人。 |
|
前后效果: 更改前需要1个人加工焊接葫芦片,并用时10秒; 更改后来料成型,取消加工焊接葫芦片工序,直接省1人。 |
|
|
案例五:E-1154调谐支架模具修改 |
|
|
实施前做法 |
实施 后做法 |
|
工艺缺陷点:车间生产过程中出现针停、紧不稳定的现象,经过分析是指针支架与调谐支架之间扣位偏紧,导致指针在行程时紧、停现象,而且车间使用两个人来加工指针槽解决,而且每人用时30S。 |
工艺改进方法:直接将调谐支架改模,省掉两个加工的人员。  |
|
前后效果: 改善后可以减少两个人力,直接提高生产效率。 |
|
|
案例六:E-1041调谐钮模具修改 |
|
|
实施前做法 |
实施 后做法 |
|
工艺缺陷点:生产过程中发现调谐钮有虚位,PVC调到尽头时调谐钮还可调动,原因是调谐钮骨位有偏小,调谐连接柱槽位偏大0.2mm造成。车间的解决办法是增加人力并贴胶纸在调谐钮上。 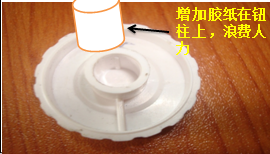
|
工艺改进方法:将调谐钮骨位加宽0.2mm,装在调谐连接上没有虚位,整机改善了调谐有虚位的问题 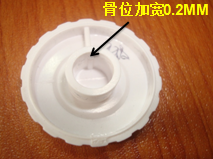
|
|
前后效果: 更改前增加1人贴胶纸时间10秒。更改后取消贴纸等辅料并节省了一个人。 |
|
【项目成效】:
动作
共提出项目
效果
节省金额
改模具
20项
减少23人
51241元
改物料
16项
减少11人
36919元
增夹具
13项
提升效率34%
4394元
共节省金额
92554元
调研前人均加工费6.85元
实施后人均加工费9.14元
提升2.29元/H
24小时服务热线
广州市天河区科林路18号6栋301-677房
返回顶部
159-8633-3189
在线留言


