




24小时服务热线
159-8633-3189
广州市天河区科林路18号6栋301-677房


【公司信息】:
创立于1991年的三雄照明,一直致力于研发、生产、推广高品质的绿色节能照明产品,为客户提供全方位的照明解决方案和专业服务。在国家力倡节能减排的大背景下,三雄照明则在行业内率先发起以“光健康”为主题的推广活动,提倡更加科学的照明方式,构造和谐健康的照明空间。在广州、肇庆、重庆等地拥有5大生产基地,年生产照明产品上亿套。产品品类包括LED、HID、荧光灯、卤素灯等配套光源、电器和灯具,全方位涵盖商业照明、办公照明、工业照明、户外照明、家居照明等领域,成为国内最具综合竞争实力的照明品牌之一。
在全国50多个大中城市设立了常驻办事机构,成为CBA(中国男子篮球)联赛指定照明产品,在2008北京奥运会(鸟巢)、2010上海世博会、广州亚运会等众多大型项目场所广泛安装使用。
【行业类型】: 光电行业
【项目背景】:
1、生产现场浪费严重,全员对质量与技改意识不强,导致产品返工或积压,长时间无人处理;
【咨询模块分析】: 精益生产
【解决策略】:
一、因技术与质量问题,损失知多少?
1.改善前现状:
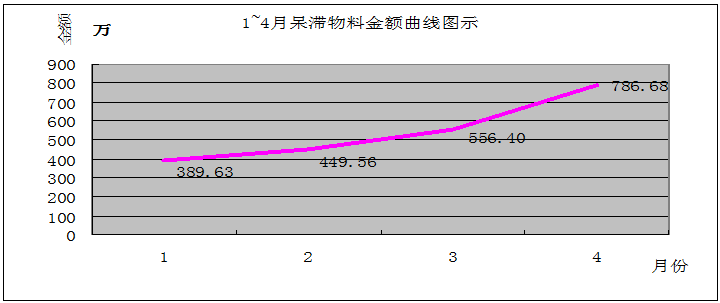
我们抽调了1月~4月的库存报表,经过核查,呆滞情况显示如下表(4月份,在库呆滞金额对比1月份,增加幅度为2.02倍!高达786.68万,约占照明厂月度总产值50%,而且一直呈上升趋势):
2.改善后新的做法:
|
针对问题 |
具体动作 |
|
库存呆滞情况不清楚 |
首先,要查清楚整个厂区究竟有多少积压在库的呆滞品:什么型号?呆滞时间?呆滞数量?什么问题?处理方式? |
|
结果:在库呆滞产品共计达3245项,1月389.6万、2月449.6万,3月556.4万,4月786.7万;最高库存周期48月以上。 |
小结:
在调研时,邦有道管理顾问发现一个奇怪的现象:仓库那么多超过库存期限的产品、半成品、物料,每个月都在召开部门经理例会,也有财务报表交到总公司,为什么却一直来没有人重视?甚至在最高峰时,某月总库存金额是三倍的销售产值!我们的结论是企业的管理现状中已经出现了“青蛙效应”,因为管理流程与监管制度的缺失,许多人已经忽视了公司的利益,随性工作,日复一日,从人员到体制,都已经在温水中慢慢“麻木”了 ……
通过放大失控细节,导入危机意识,让大家意识到严重失控的现状即将导致的严重后果,聚焦大家共同重视技改与成本成本节约。
启示:
现状知道了,如何让大家知道怎么做呢?
二、如何聚集技改的重要性?
1.改善前的工作习惯:
(1)大家都认为,技术问题,得由技术部门来解决,其它的,不专业;
(2)生产部抱怨,技术部门从来都没有主导过生产过程中的技术改良,反正交给生产了,怎么做,与他们无关了;
(3)员工说,这个问题,我已经与我们上级反应过多次了,但是就是没有人来处理,我也只能这样继续做啊!
2.改善后新的做法:
|
针对问题 |
具体动作 |
|
成立技改攻关 |
在周例会上成立呆滞清理攻关小组,由负责照明厂的副总经理亲自挂帅,PMC部主导,并制定月度下降指标10%; |
|
没有开展合理化建议与技改活动,全员漠视 |
1、在全厂范围内发布合理化建议,告知全员积极参与公司技改活动;
2、制定并颁布合理化建议实施管理办法、合理化建议申报表、合理化建议立项跟踪表、合理化建议奖励审核报批表,明确实施流程;
3、各车间现场班会上宣导动员。 |
小结:
通过在管理层中对于呆滞现状的通告、获取总经理的大力支持基础上,我们接着颁布了告知全厂的合理化“倡议书”,从全厂上下的员工反馈来看,大家都表示了强烈的参与愿望,因为我们知道,“重赏之下必有勇夫”。
启示:
如何将技改与合理化建议活动转化为动作,从哪里开始呢?
三、如何开展、树立典型?
机加工车间流水线生产改造
1.改善前现状:
(1)车间布局不合理,机台摆放凌乱;
(2)生产工序衔接不畅,做完上工序再拉至下工序,费时费力;
(3)数次搬运,导致生产周期长、并容易发生质量状况。

2.改善后新的做法:
|
针对问题 |
具体动作 |
|
车间物料摆放凌乱 |
首先清理车间物料,并将多余的物料与机台等搬到外面,重新修复平整场地; |
|
机台布局不合理 |
按车间的工艺流程顺序,将机台进行重新调整安装,并保留合适的加工与物料周转位置; |
|
车间现场未统一规划 |
经过重新布局安装后,将车间划分为裁料区、机加区、钻孔区、后段加工区、物料周转区等,并进行划线标识; |
|
加工路线与工艺标准不统一 |
由技术员与生产主任现场测试调整后的产品加工路线与工艺标准,并按新的标准重新修定作业指导书与计件单价。 |
重新改造后的车间:

小结:
|
机加工机台流水线式作业改善前后数据对比表 |
|||||||
|
工序名称 |
改善前 |
改善后 |
提升
比率 |
||||
|
人员配置 |
工时 |
日产量 |
人员配置 |
小时产能 |
日产量 |
||
|
银星泛光灯L83灯体 |
13 |
11 |
390 |
13 |
11 |
450 |
15% |
|
L83/400W外壳 |
13 |
11 |
350 |
13 |
11 |
420 |
20% |
启示:
从机加车间的流水线生产式改造,解决了机加车间长期以来困扰的效率与质量管理难题,机加车间员工拍声称好,并在全厂范围内开了一个好头,其它的部门与员工,都开始“蠢蠢欲动、大显身手”了!
四、寻找突破口,掀起活动高潮
1.改善前现状:
(1)有好的建议,员工不知道如何反馈,或者提出来了,也没人解决,还不如不提;
(2)就算是生产员工自主改良了,也没奖励与肯定,许多现场能解决的问题,后来也不了了之……
(3)有些夹具,已经严重制约着生产效率,没人问,没人管。
2.改善后新的做法:
|
针对问题 |
具体动作 |
|
5U节能灯固定毛管夹具改良前现状:
1、工逐个毛管用纸包住后放入胶筺 |
改良后新的作业方法:
(1)毛管固定到夹具中; |
|
2、装入下罩 |
(2)装入下罩; |
|
3、用手逐个扶住打胶 |
(3)打胶; |
|
4、取下毛管、装入纸箱中 |
省略此工序; |
|
5、自然风干8小时 |
(4)机器烘干40分钟; |
效果:
|
电子车间毛管工序流程改善前后产量对比 |
||||||
|
原来工序 |
人员配置 |
小时产量 |
现在工序 |
人员配置 |
小时产量 |
提升比例 |
|
纸包毛管放入胶箱 |
1人 |
150PCS |
放毛管到夹具 |
1人 |
424PCS |
183% |
|
装下罩 |
1人 |
装下罩 |
1人 |
|||
|
打环保胶(自然吹干约2小时) |
1人 |
打环保胶(机器烤干40分钟) |
1人 |
|||
|
拆纸皮,取毛管 装入纸箱 |
1人 |
取毛管装入纸箱 |
1人 |
|||
小结:
没有改良前,做此道工序时,许多员工都不愿意做,因为5U的节能灯管是比较大的产品,质量要求高、生产效率低,影响员工收入。改良后,生产效率提升2.8倍,工作又轻松,员工当然愿意做啦!
3.改善后新的做法:
|
针对问题 |
具体动作 |
|
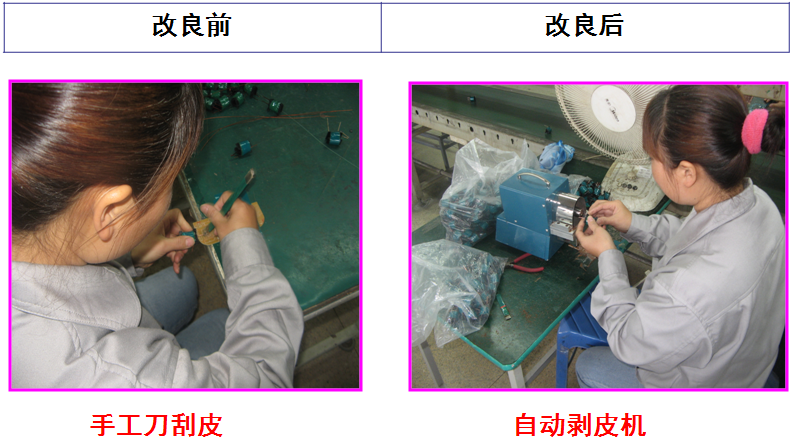
触发器刮线工序作业改良前 |
触发器刮线工序作业改良后 |
|
手工刮胶 |
更改为自动剥皮机 |
|
速度慢 |
速度提升数倍 |
|
刮不尽 |
刮皮干净,无残留 |
|
容易伤手 |
改手动为自动后,不会再伤到手 |
|
电子车间触发器线剥线改自动后效果对比 |
|||||||
|
工序名称 |
改善前 |
改善后 |
提升比率 |
||||
|
人员
配置 |
小时
产能 |
备注 |
人员
配置 |
小时
产能 |
备注 |
||
|
刮¢0.95漆包线 |
1 |
130 |
手工刮线 |
1 |
300 |
机器刮线 |
131% |
|
刮¢0.59漆包线 |
1 |
130 |
手工刮线 |
1 |
1200 |
机器刮线 |
823% |
|
开¢0.59漆包线 |
1 |
1000 |
手工开线 |
1 |
7000 |
机器开线 |
600% |
效果:
小结:
此例是员工现场提出来的一个合理化建议,准确来讲,都不能算是技术改良的范畴,一个小小的动作,为什么效果却这么明显呢?值得我们管理人员的反思……
五、人人参与,自觉自发
1.改善前的工作习惯:
(1)公司管理层从上到小,都不重视现场工艺改良;
(2)生产与技术“两张皮”,各干各事;
(3)从来没有开展过类似现场攻关的现场活动。
2.改善后新的做法:
|
针对问题 |
具体动作 |
|
原来测电容时,单手拿,导致速度慢、效率低 |
电子车间电解电容检测工位改善,提升小时产量40%,月度累计节省186个工时; |
|
铜针夹一直以来用锤子一个一个敲,生产效率低,且有安全隐患 |
镇流器压铜针夹工位改良,生产效率提升60%; |
|
埋地灯升级后,连接板多余,但从来没有人提出要减少,导致成品浪费 |
埋地灯连接板工序改良,生产效率提升10%; |
|
接线柱裁料开线手工,生产效率低 |
触发器裁线、开线工序改良,小时产量提升350%,每月累计节省工时180小时; |
|
泡油工位一直来为两个人做一件事 |
电子车间泡油工位(在减少一名员工的前提下小时产量提升223%)。 |
小结:
经过一系列的现场工艺改善活动的开展,各车间加大了例会上的奖励宣传力度,许多员工都自主自发的积极参与进来了,主动提出了许多有实操性的现场合理化改良小建议,例如泡油的员工,在一人离职后,主动提出将原来两个人的工作,由他一个人来承担,为公司推行技改、节约成本、减员增效的活动积极出谋划策!
【项目成效】:
数据指标
单位
调研前
变革后
提升幅度
人均产值
万元
2.14
2.73
27.7%
库存金额
万元
3800
2926
23.0%
24小时服务热线
广州市天河区科林路18号6栋301-677房
返回顶部
159-8633-3189
在线留言


